
资讯详情
如何做好一颗高质量的螺栓
发布时间:2023-12-16 11:17:29
一. 首先了解螺栓,简单介绍下螺栓螺栓:机械零件,配用螺母的圆柱形带螺纹的紧固件。由头部和螺杆(带有外螺纹的圆柱体)两部分组成的一类紧固件,需与螺母配合,用于紧固连接两个带有通孔的零件。

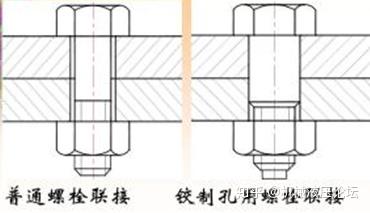
螺栓有多种类型。按连接的受力方式分:有分普通的螺栓和有铰制孔用的螺栓。
按头部形状分:有六角头的,圆头的,方形头的,沉头的等等。

按螺纹长度分为全螺纹和非全螺纹两类。
按螺纹的牙型分为粗牙和细牙两类,粗牙型在螺栓的标志中不显示。
螺栓按照性能等级分为10.9、12.9八个等级,其中8.8级以上(含8.8级)螺栓材质为低碳合金钢或中碳钢并经热处理(淬火+回火),通称高强度螺栓,8.8级以下(不含8.8级)通称普通螺栓。
普通螺栓按照制作精度可分为A、B、C三个等级,A、B级为精制螺栓,C级为粗制螺栓。对于钢结构用连接螺栓,除特别注明外,一般为普通粗制C级螺栓。当然还有其他异型螺栓和特殊用途螺栓, 就不再介绍了。我们通篇都以10.9级高强度螺栓为例吧,来聊聊螺栓的那些事。
二.要做好一颗螺栓,需要先设计一颗螺栓
要想做好一件东西,首先要求定义好他的特性要求,这里就是技术要求吧,怎么定义技术要求呢,其实真的挺难得,你必须知道功能要求和技术要求之间的联系,技术要求来自于功能要求,功能要求是来自于使用者或者是使用环境的或其他外界条件的要求。功能要求分析可以采用质量功能展开(亦称质量屋)技术进行分析,这里不介绍了。
怎么才能把功能要求转化成技术要求呢,这就需要有一定的技术积累了,举两个简单的例子,你想让螺栓的抗疲劳强度好一些,就要合理设计螺栓头部过渡圆角、螺栓根部圆角、螺纹和螺杆过渡处,然后把这些设计好的信息反映到设计图纸上或技术要求中。再比如,实际应用中要求螺栓在比较恶略的腐蚀环境中长期不被腐蚀,你就需要按照腐蚀环境根据相应的标准来选择合适的表面处理或者螺栓材料来满足应用环境要求。

另外螺栓的性能等级,螺纹公差等级,尺寸精度等级,表面处理方法等都是设计中要考虑的因素,甚至有些工序的先后顺序也需要在设计时定义好(比如滚螺纹和调质处理,前后顺序颠倒之后对螺纹的疲劳强度是有一定影响的)
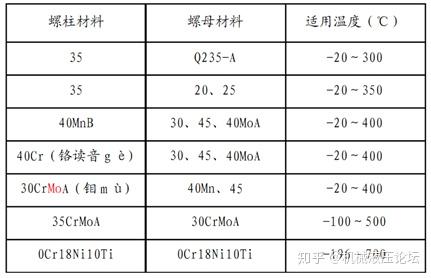
三.要使螺栓满足应用需要,材料需选好
其实螺栓设计时,材料就应该已经选好了,这里在单独说一遍是因为作者认为材料真的很重要,大部分螺栓都是普通碳钢或者合金钢,这是普通情况,而螺栓有可能用在高腐蚀性环境或者温度变化比较大的环境中,或者极端温度环境,那么普通碳钢或者合金钢就不太合适了,比如普通碳钢材料在极端低温情况下就会变脆,容易在毫无征兆的情况下产生脆断。而如果将其应用于高温环境下,普通碳钢会产生蠕变,即在螺纹没有松动的情况下,螺栓的预紧力就会降低,容易产生松动或疲劳失效。
另外有一些螺栓还要求,高抗蠕变性能、良好的抗应力腐蚀性能、抗氧化性能和较低的缺口敏感性。
四.设计材料准备好,工艺顺序很重要
螺栓是怎么制造出来的呢,一般大批量生产时,都是用整盘盘条,然后校直之后截断成需要的长度的。有些工序是可以根据生产厂家的生产设备布局调换顺序的,但是有些工序是不能调整的,如果工序调整了就可能影响产品质量,或降低产品性能。
工艺顺序确定的一个重要的依据是在不影响产品性能,或者在保证产品质量的前提下,使生产效率提高,减低生产成本。
哪些工艺顺序调整了会影响产品质量呢,比如热处理和滚压螺纹,如果螺栓没有特殊的抗疲劳性能要求,热处理后滚压螺纹或者热处理前滚压螺纹都是没有问题的,但是如果对疲劳强度要求高的话,就必须在热处理后滚压螺纹。
盘元-校直-退火-剥氧化皮-墩头-热处理-滚螺纹-表面处理-润滑-包装
五.镦螺栓头
冷镦工艺是紧固件头部成型的首选工艺,冷镦工艺具有生产率高,材料利用率高、表面质量和内部质量高等特点,当钢棒被截断成需要的长度后,就可以镦头了,镦头可以是冷成型也可以是热成型。一般情况下比较小的螺栓采用冷镦成型,大的螺栓采用热镦成型。
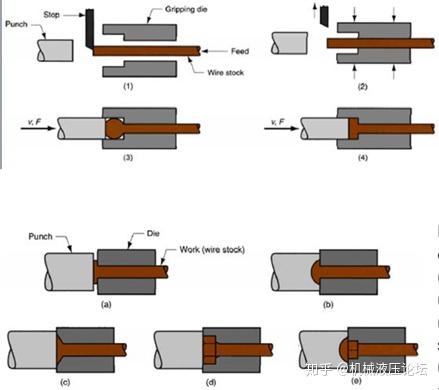
锻造成型的螺栓头,金属纤维连续,强度高,抗疲劳性能更好。


六,热处理
热处理高强度螺栓的制造中的重要工序之一,其目的是提高紧固件的综合力学性能,热处理工艺对紧固件,特别是高强度螺栓的内部质量有着非常重要的影响。
随着时代的发展,90年代以后具有保护作用的连续热处理生产线占据了主导地位。该装置除具有优良的密封性能外,还可通过计算机对温度和工艺参数进行精确控制,并具有设备故障报警和显示功能。在淬火和回火热处理的全过程中,炉外会产生一些氧化气体。通过一系列的化学变化和高强度螺栓表面的锈蚀,高强度螺栓材料会自行脱碳。据技术人员介绍,中碳合金钢脱碳比碳钢脱碳严重,脱碳最快温度在700~800℃之间。
脱碳是螺栓在热护理阶段需要预防的一种失效因素,脱碳会引起局部强度降低,在螺栓受力是容易产生微裂纹,然后发展成疲劳失效。
螺纹表面增碳会使强度增加而塑性降低,导致延迟裂纹或者断裂。
煤气控制不好,还会造成螺杆脱碳超差。在高强度螺栓冷镦粗过程中,原材料的退火脱碳层不仅存在,而且挤压到高强度螺栓螺纹的顶部。此时,需要淬火的高强度螺栓表面不需要预先设计的硬度,此时高强度螺栓的力学性能将大大降低。
炉气的碳势从广义上来说,是指在一定温度下,炉内气氛与一定含碳量的钢件相界面上化学反应达到平衡的炉气状态。炉气的碳势高低决定于炉气本身的组成成分、炉气所处的温度以及炉内的催化、催化剂条件等因素。对保护气体而言,炉气的碳势应与钢件本身的含碳量相当或略高,这样才能使钢件在加热过程中不发生氧化和脱碳作用。
为了使碳势对渗碳过程产生有利的综合效果,可分段控制炉气的碳势,即开始阶段尽可能提高碳势,因为这时工件的吸碳能力很强,不易产生炭黑,碳势高可使渗层表面的浓度梯度大,有利于进行扩散,并提高渗速。第二阶段要适当降低碳势,因为表层已建立了较高的浓度梯度和达到了一定的渗层深度,这时工件表面的吸碳能力已开始下降,所以碳势不宜太高,以免产生炭黑。第三阶段是扩散时期,炉内碳势可进一步降低,以使表层的碳浓度梯度和渗层深度达到工艺上的要求。
七.滚压螺纹
滚压螺纹之前,需要把将要滚压螺纹的部分车削至螺纹中径尺寸。滚压由丝板(滚模)压力使螺纹成形。滚压工艺形成的螺纹优点是螺纹部分的塑性金属纤维流线不被切断,因此螺栓强度增加,精度高,质量均一,因而滚压工艺被广泛采用。
为了制出最终产品的螺纹外径,所需要的螺纹坯径是不同的,因为它受螺纹精度,材料有无镀层等因素限制,比如 如果螺纹将来要做热镀锌表面处理,在螺纹加工时就要考虑表面处理对螺纹最终尺寸的影响,在滚压螺纹是就需要提前。
滚(搓)压螺纹是指利用塑性变形使螺纹牙成形的加工方法。它是用带有和被加工的螺纹同样螺距和牙形的滚压(搓丝板)模具,一边挤压圆柱形螺坯,一边使螺坯转动,最终将滚压模具上的牙形转移到螺坯上,使螺纹成形。
滚(搓)压螺纹加工的共同点是滚动转数不必太多,如果过多,则效率低,螺纹牙表面容易产生分离现象或者乱扣现象。反之,如果转数太少,螺纹直径容易失圆,滚压初期压力异常增高,造成模具寿命缩短。
滚压螺纹常见的缺陷:螺纹部分表面裂纹或划伤;乱扣;螺纹部分失圆。这些缺陷若大量发生,就会在加工阶段被发现。如果发生的数量较少,生产过程注意不到这些缺陷就会流通到用户,造成麻烦。因此,应归纳加工条件的关键问题,在生产过程控制这些关键因素。
八.表面处理
用于生产螺栓的材料有很多,比如,碳钢、合金钢、以及不锈钢。但是最常用最经济的材料还是碳钢。碳钢本身没有防腐能力,因此需要在其表面进行适当的处理才能满足防腐的要求。不同的表面处理方法有不同的防腐等级,并且防腐涂层的特性也各有差异,不同涂层的使用温度也各有不同,下面介绍几种常用的螺栓表面处理方法。
九.润滑
不同的润滑材料涂覆在相同的螺纹表面摩擦系数也不尽相同,即使同一种润滑材料涂覆在不同表面处理的螺纹表面,摩擦系数也会不同。并且不同的润滑材料适用的工作温度也不尽相同,超出工作温度范围,就会失去润滑作用。
一般油脂即可起到润滑的作用,也具有一定的防腐效果,但是如果环境温度高于120摄氏度,油脂就会发挥。油脂没法应用于真空环境中。石墨是一种很好的螺纹润滑剂,但是石墨必须和流体介质混合使用,石墨的工作温度受介质的工作温度影响。
二硫化钼是最常用的润滑剂,二硫化钼低温减磨效果很好,当温度高于390℃时,就变成了三硫化物,会起到增磨的作用。以下为不同的润滑材料与不同的螺纹表面处理匹配时,摩擦系数的可能范围
因此,只有设计、选材、热处理、滚压螺纹、表面处理、润滑等重要工艺都做好了,才可能做出质量好的螺栓。
资讯推荐
- 紧固件产品基础知识,紧固件的规格和功能讲解,你都了解吗?
- 紧固件,是作紧固连接用且应用极为广泛的一类机械零件。使用行业广泛,在各种机械、设备、车辆、船舶、铁路、桥梁、建筑、结构、工具、仪器、化工、仪表和用品等上面都可以看到,是应用最广泛的机械基础件。它的特点是品种规格繁多,性能用途各异,而且标准化、系列化、通用化的程度也极高。因此,也有人把已有国家标准的一类紧固件称为标准紧固件,或简称为标准件。紧固件产品基础知识(规格篇)描述紧固件需要标明的参数有:品名(标准)、规格、材质、强度等级、表面处理。如:DIN912、M4-0.7x8、SCM435、12.9级、发黑。1、品名(标准)注:对于没有标准的螺丝,属于非标件,则需要提供图纸。比如说DIN912,}
- 2024-02-11 09:03:43
- DIY篇,简单的认识螺丝
- 做DIY少不了要打螺丝孔。下面简单的教大家初步认识螺丝知识。国标的参数我就不说啦,,以我的经验只要认识这三个参数就好了.,D值 就是外径,俗称M几的螺丝就是说这个值 了比如说m10.m8.m6。d值就是用来确定打孔打多大的值。大概的值等于D-P!而p值是就是螺丝的牙距,每种螺丝都有固定的牙距值,用来区分粗牙细牙。废话有点多了。比方说做m6的牙就先钻5毫米的底孔,再用丝攻攻牙,要是材料很硬,就打5,1至5,2都行,先看看常用丝攻的样子一会附上一张表大家参考 }
- 2024-01-26 14:47:15